欣美网 | 欣美网小编时间:2021-10-25 19:16:02阅读:514
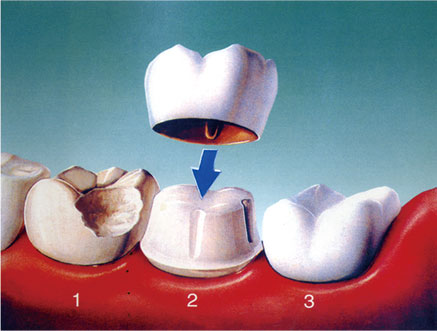
随着瓷修复技术的开展,金属-烤瓷修复体应用日益普及。但由于铸造引起的金属收缩,包埋料不能完全补偿,使临床上烤瓷桥就位时往往出现翘动、冠边缘密合性差等问题,影响了固定桥修复质量。
采用分段式制作金属-烤瓷桥,再用焊接的方法将其连接,是目前减少铸造金属收缩,防止长桥翘动等问题发生的有效措施。金属-烤瓷桥的焊接与其它修复体焊接相比有着更严格的技术要求,本文对金属-烤瓷桥焊接的特点、要求及方法做了详细介绍,希望对开展金属-烤瓷桥焊接技术,提高固定义齿质量有所帮助。
一、金属-烤瓷桥焊接的特点
金属-烤瓷桥的焊接与铸造、锤造桥的焊接略有不同,主要表现在以下几个方面:
1.焊接的时机:金属-烤瓷桥的焊接分前焊和后焊,通常把瓷烧结之前进行的焊接称为前焊,把瓷烧结之后进行的焊接称为后焊。
2.焊接的部位:前焊的部位在基底桥的桥体上或桥的较厚部位上,后焊的部位在基底桥的连接体偏向舌侧的位置上。
3.焊料的选择:金属烤瓷桥的焊接对焊料熔点要求是不同的。前焊的焊料熔点一般约在1000-1100℃,后焊焊料熔点一般约在750-850℃;前焊焊料的熔点,应高于基底瓷烧结的温度约100-150℃,并低于焊件金属熔点约50-100℃。后焊焊料熔点应低于釉层烧结温度,在保证焊接强度的同时,又要保证各瓷层烧结后的正常性状及瓷表面的光洁度。
4.包埋材料的选择:金属-烤瓷桥的前焊采用耐高温的磷酸盐包埋料,使其焊接具有足够的强度。后焊则采用中温包埋材料,而不能使用磷酸盐包埋料包埋,以免污染瓷的表面。
二、金属-烤瓷桥的焊接方法
(一)火焰焊接法
凡利用明火热源进行焊接的为火焰焊接,也称明火焊接,火焰焊接的方法历史悠久,所需设备价格低廉,操作简便,应用广泛,口腔各类修复体的焊接主要以火焰焊接为主。金属-烤瓷桥焊接的明火热源温度应达到1200℃。
金属-烤瓷桥焊接均采用离模法焊接,将烤瓷基底桥放入模型或病人口腔中,调整好关系,各焊件位置的确定,应以基底冠颈部边缘在模型上或患者口腔中就位为标准。用蜡封闭焊缝,再用粘蜡将两部分烤瓷桥连接起来,包埋。过长的基底桥在包埋固定时应用金属丝加强固定,以防变形。前焊和后焊的焊接方法与铸造桥和锤造桥的离模法焊接基本相同,制作时要注意两个问题:第一,由于前焊的焊接温度较高,而金属-烤瓷基底冠的厚度仅为0.2-0.5mm,在包埋固定时,一定要将基底冠的冠内与冠的边缘用包埋料包牢、包实,以防焊件受损。其次,后焊是在瓷上釉之后进行的焊接,在固定包埋之前,应在瓷的表层均匀加上一层蜡,然后包埋固定,包埋料不直接与瓷接触,以保护瓷表面釉质的光泽。后焊的焊接温度虽然较低,在焊接中仍不能将火焰直接在瓷的表面加热,以防瓷局部温度过高,引起瓷裂。
(二)炉内焊接法
炉内焊接法是指在烤瓷炉进行的金属焊接。炉内焊接具有真空密闭的焊接条件,金属不易氧化,焊件整体加热均匀,温度控制准确的特点。目前主要应用于金属-烤瓷基底桥的焊接,尤其是金属-烤瓷桥的后焊和其修理焊接。
1.炉内焊接的要求
炉内焊接在包埋料的选择,焊件的包埋固定等方面,与金属-烤瓷桥的火焰焊接法要求相同。
炉内焊接温度是根据焊料的熔点设定的。一般控制在焊料熔点的20-30℃以上。
由于炉内焊接加热均匀,被焊金属与焊缝温度一致,在焊接时,要防止焊媒的过度扩散而导致的流焊现象。
2、炉内焊接的方法
炉内焊接无论前焊或后焊,基本上是按照固定——包埋——预热——焊接四个步骤进行。
(1)固定与包埋与金属烤瓷桥火焰焊接的方法相同。焊件在转移关系时,应固定在烤瓷专用的焊架上,以便于进炉焊接。
(2)预热焊件干燥15′在炉内预热,预热时升温要慢,预热的温度不能过高,以防止焊件氧化。
(3)焊接焊接前应检查焊缝是否清洁,然后在焊缝两侧涂布焊媒,插入焊片。用抑焊媒剂在靠近焊缝以外的焊件表面涂布一条隔离带,防止焊媒的过度扩散。进炉焊接,90-100℃/分升温至真空,当炉温达到焊料熔点时,焊料开始熔化,保持恒温,但时间不可过长,焊料熔透后充满焊缝,即可出炉。(医学教育网搜集)。